Troubleshooting Common Screw Barrel Issues: Output Inconsistency, Overheating, and Material Degradation
Extruder screw barrels are the heart of any plastics processing operation. When they malfunction, production grinds to a halt, quality suffers, and costs skyrocket. Understanding how to quickly diagnose and resolve the three most common screw barrel issues can save your operation thousands in downtime and material waste.
Issue #1: Output Inconsistency
Symptoms
- Fluctuating throughput rates
- Variations in product dimensions or weight
- Uneven melt temperature
- Surging or pulsating output
Root Causes and Solutions
Worn Screw Flights or Barrel
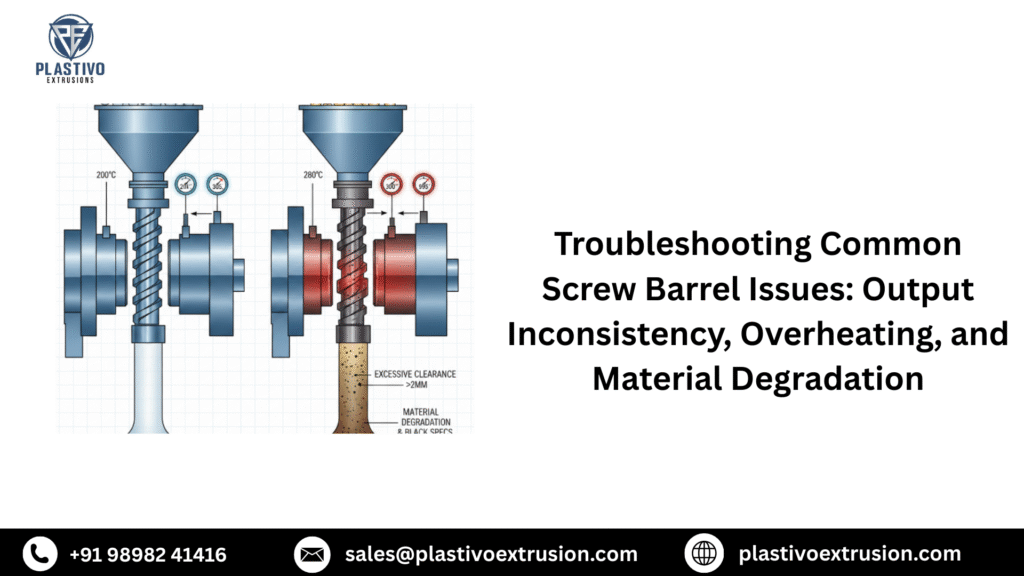
Over time, the clearance between the screw and barrel increases due to wear, allowing material to slip backward rather than being pushed forward efficiently. This is particularly common when processing abrasive materials like glass-filled resins or minerals.
Solution: Measure the clearance between screw flights and barrel wall. If it exceeds manufacturer specifications (typically 0.002-0.006 inches for most applications), refurbishment or replacement is necessary. Consider upgrading to wear-resistant coatings like tungsten carbide or chrome plating for extended life.
Inconsistent Feed
Material bridging in the hopper, poor pellet flow, or inconsistent bulk density can cause erratic feeding into the screw barrel.
Solution: Install a hopper agitator or vibrator, ensure proper hopper design with adequate discharge angles, and maintain consistent material drying and storage conditions. Check for moisture content variations that can affect material flow.
Temperature Fluctuations
Inconsistent barrel heating or cooling can lead to uneven melting and variable output.
Solution: Calibrate all temperature controllers and verify heater band functionality. Check cooling water flow rates and ensure thermocouples are properly positioned and functioning. Consider upgrading to PID controllers for more precise temperature management.
Feed Throat Issues
If the feed throat becomes too warm, material can begin melting prematurely, creating bridges and inconsistent feeding.
Solution: Verify feed throat cooling is adequate. Water flow should be continuous and consistent. Some materials require feed throat temperatures below 50°C to prevent premature softening.
Issue #2: Overheating
Symptoms
- Barrel temperatures exceeding setpoints
- Excessive motor amperage
- Material degradation or discoloration
- Smoke or strong odors from the extruder
- Safety shutdowns due to high temperature alarms
Root Causes and Solutions
Excessive Shear
When screw speed is too high or back pressure is excessive, mechanical energy converts to heat through shear friction. This is especially problematic with heat-sensitive materials.
Solution: Reduce screw RPM and optimize back pressure settings. Review your screw design—high compression ratios or aggressive mixing elements may generate excessive shear for your material. Consider a screw redesign with gentler compression profiles.
Improper Screw Design
A screw designed for one material type may generate excessive heat when processing different polymers.
Solution: Match screw geometry to your material. High-viscosity materials require different compression ratios than low-viscosity ones. Consult with screw design specialists to optimize your configuration for specific resins.
Cooling System Failure
Malfunctioning cooling fans, clogged water passages, or inadequate cooling capacity can prevent proper heat removal.
Solution: Inspect all cooling systems thoroughly. Flush water-cooled barrels to remove scale buildup. Replace worn cooling fans and ensure adequate airflow around the extruder. Monitor cooling water inlet and outlet temperatures to verify proper heat exchange.
Contaminated Material
Foreign materials or incompatible polymers in your feed can create hot spots and excessive friction.
Solution: Implement rigorous material handling procedures. Use magnets to remove metal contamination, screen materials to remove oversized particles, and ensure proper purging between material changes. Maintain dedicated processing lines for incompatible materials when possible.
Worn Drive Components
Damaged bearings, misaligned couplings, or worn gearboxes increase friction and generate heat.
Solution: Perform regular maintenance on all drive components. Listen for unusual noises, monitor vibration levels, and check alignment specifications. Lubricate according to manufacturer recommendations.
Issue #3: Material Degradation
Symptoms
- Discoloration (yellowing, browning, or blackening)
- Streak marks or gels in the product
- Brittleness or reduced mechanical properties
- Surface defects or bubbles
- Unpleasant odors during processing
Root Causes and Solutions
Excessive Residence Time
Material dwelling too long in the heated barrel breaks down chemically, especially with heat-sensitive polymers like PVC, PET, or certain engineering resins.
Solution: Minimize dead zones in the screw design where material can stagnate. Ensure proper purging procedures during shutdowns and startups. Reduce barrel temperatures where possible and optimize screw speed to maintain appropriate throughput.
Temperature Abuse
Processing temperatures that are too high accelerate thermal degradation, even if within the material’s processing window.
Solution: Lower temperature setpoints systematically, starting with downstream zones. Many processors run unnecessarily hot out of habit. Monitor melt temperature directly using a melt thermocouple to understand actual material temperature versus barrel setpoint.
Trapped Material and Dead Spots
Gaps in screw construction, worn areas, or poor transitions can trap material, where it degrades and periodically releases as black specks or gels.
Solution: Disassemble and thoroughly inspect the screw for wear patterns, crevices, or damage. Check the breaker plate area and adapter for trapped material. Regularly clean and inspect mixing elements, which can trap degraded material in their crevices.
Oxygen Degradation
Some materials are susceptible to oxidative degradation when exposed to air at processing temperatures.
Solution: Ensure proper hopper coverage and consider nitrogen blanketing for sensitive materials. Verify that material suppliers have included adequate antioxidant packages. Store materials properly to prevent pre-processing oxidation.
Cross-Contamination
Residual material from previous runs can degrade and contaminate new production.
Solution: Develop comprehensive purging procedures for material changes. Use commercial purging compounds for difficult transitions. Document color and material change sequences to minimize contamination risk.
Mechanical Degradation
Excessive shear from aggressive screw designs or worn components can mechanically break polymer chains.
Solution: Review screw design for compatibility with your materials. Reduce screw speeds if possible. Consider barrier screws or wave screws that provide gentler melting for shear-sensitive materials.
Preventive Maintenance: Your Best Defense
While troubleshooting is essential, prevention is always better than cure. Implement these practices to minimize screw barrel issues:
Establish a Regular Inspection Schedule
- Weekly visual inspections of the extruder
- Monthly temperature calibration checks
- Quarterly screw and barrel measurements
- Annual complete disassembly and inspection
Monitor Key Performance Indicators
- Track amperage draw trends
- Log melt temperatures and pressures
- Record output rates and quality metrics
- Document any processing adjustments
Invest in Predictive Maintenance
- Use infrared cameras to detect hot spots
- Implement vibration analysis on drive systems
- Monitor energy consumption patterns
- Track wear rates to predict replacement needs
Train Your Operators Ensure all personnel understand normal operating parameters and can recognize early warning signs of problems. Empower them to stop production when issues arise rather than continuing to run bad product.
Maintain Detailed Records Document material types processed, run times, temperature profiles, and any issues encountered. This historical data becomes invaluable for troubleshooting recurring problems and optimizing processing conditions.
When to Call in the Experts
Some screw barrel issues require specialized expertise. Consider consulting with professionals when:
- Problems persist despite troubleshooting efforts
- You’re processing new materials or developing new products
- Output requirements have increased beyond original equipment specifications
- Quality issues appear without obvious cause
- You’re considering major equipment upgrades or modifications
Conclusion
Output inconsistency, overheating, and material degradation are the most common screw barrel problems, but they’re far from insurmountable. By understanding the root causes and implementing systematic troubleshooting approaches, you can minimize downtime, reduce scrap rates, and extend equipment life.
Remember that your screw barrel is a precision system where small changes can have significant effects. Approach troubleshooting methodically, change one variable at a time, and document your results. With proper attention and maintenance, your extruder screw barrel will deliver consistent, high-quality output for years to come.
The key is staying proactive rather than reactive. Regular maintenance, careful monitoring, and quick response to early warning signs will keep your extrusion operation running smoothly and profitably.

At Plastivo Extrusions, we specialize in designing and manufacturing high-performance plastic extrusion, recycling, and pipe-making machines. With a strong commitment to innovation, quality, and customer satisfaction
Pages
Contact
- +919898241416
- sales@plastivoextrusion.com
- GST No.-24AAVHA8297E1ZU
Links
