
Thermal Management Systems in Extruder Barrels
The Critical Role of Temperature Control
Temperature control in extruder barrels directly determines product quality, process stability, and production efficiency. Every polymer exhibits specific temperature requirements for optimal processing, with deviations causing defects ranging from subtle appearance issues to complete product failure. Understanding thermal management systems enables processors to maintain the precise conditions necessary for consistent, high-quality output.
Fundamentals of Heat Transfer in Extrusion
Extrusion involves complex heat transfer mechanisms operating simultaneously. Conduction transfers heat from barrel heaters through the barrel wall to polymer at the barrel surface. This heat must then conduct through the polymer itself, a notoriously poor thermal conductor, to reach material in screw channels.
Convection occurs as screw rotation circulates molten polymer, distributing heat throughout the material. The effectiveness of convective mixing depends on screw design, rotational speed, and polymer viscosity. Highly viscous materials resist mixing, creating temperature gradients within melt streams.
Viscous dissipation generates heat through molecular friction as screws shear polymer chains. This internal heat generation can significantly exceed external heating, particularly at high screw speeds or with viscous materials. Balancing viscous heating with external temperature control represents a primary challenge in extrusion process management.
Electric Band Heaters
Electric band heaters remain the most common heating method for extruder barrels. These devices clamp around the barrel exterior, using resistance heating elements to generate thermal energy. Mica or ceramic insulation protects the metal housing while directing heat toward the barrel.
Standard band heaters employ coiled wire heating elements embedded in ceramic or mica matrices. These durable designs withstand repeated thermal cycling and provide reliable service for years. Power densities typically range from 5 to 8 watts per square inch of barrel surface, adequate for most applications.
Higher-performance band heaters use ribbon or etched foil elements that distribute more uniformly across the heating surface. These designs reduce hot spots and improve temperature uniformity, beneficial for temperature-sensitive materials. Power densities can reach 12 watts per square inch, enabling faster heat-up times and better response to process disturbances.
The thermal mass of band heaters affects their response characteristics. Lightweight designs respond quickly to temperature controller commands but may create temperature oscillations. Heavier heaters respond more slowly but provide stabler control, particularly at low screw speeds where viscous heating varies significantly.
Proper band heater installation critically impacts performance. Heaters must fit tightly against barrel surfaces to ensure good thermal contact. Air gaps created by loose fitting or accumulated debris significantly reduce heat transfer efficiency, forcing heaters to operate at higher temperatures that accelerate failure.
Cast-In Heaters
Cast-in heaters integrate directly into barrel construction, embedded within the barrel wall during manufacturing. This intimate thermal contact provides superior heat transfer efficiency compared to external band heaters. The embedded design also protects heating elements from mechanical damage and contamination.
Tubular heating elements follow grooves machined into the barrel exterior before being covered with cast metal. The casting process creates excellent thermal bonds, virtually eliminating air gaps that reduce heat transfer. Power densities comparable to band heaters provide adequate heating capacity.
Cartridge heaters insert into drilled holes, offering easier replacement than tubular elements. Multiple cartridges distribute heating across each barrel zone, with individual element failure causing reduced capacity rather than complete zone loss. This redundancy improves system reliability in critical applications.
The primary disadvantage of cast-in heaters involves replacement difficulty. Failed elements require machining operations to remove old heaters and install replacements, potentially necessitating complete barrel removal from the extruder. However, the superior reliability of cast-in designs often means they outlast multiple sets of band heaters.
Induction Heating Systems
Induction heating represents advanced technology offering rapid response and precise control. An electromagnetic coil surrounding the barrel generates a high-frequency alternating magnetic field. This field induces electrical currents in the conductive barrel wall, generating heat directly within the metal.
The primary advantage of induction heating lies in its extremely fast response time. Traditional heaters require time for thermal energy to conduct through heater bodies before reaching barrels. Induction heating eliminates this delay, generating heat directly where needed. Response times measured in seconds rather than minutes enable precise temperature control even during rapid process changes.
Energy efficiency represents another significant benefit. Induction systems convert electrical energy to heat with minimal losses, typically exceeding 90 percent efficiency. Conventional heaters lose substantial energy to surrounding air, particularly in drafty production environments. The rapid heating capability also reduces energy consumption during start-up procedures.
The high equipment costs of induction systems currently limit their adoption primarily to specialized applications requiring superior performance. However, for processes involving frequent grade changes, temperature-sensitive materials, or demanding quality requirements, induction heating delivers advantages justifying the investment.
Liquid Cooling Systems
Cooling capacity often limits processing speeds more than heating capacity. Polymer entering the extruder at room temperature may require heating, but the majority of heat input comes from viscous dissipation. Excessive temperatures cause degradation, discoloration, or dimensional instability, making effective cooling essential.
Water cooling provides the most common cooling method, circulating through passages drilled in barrel walls. Cold water enters at one end of each cooling zone, absorbs heat while flowing through internal passages, and exits at elevated temperature. Flow rates typically range from 1 to 5 gallons per minute per zone, depending on barrel size and cooling requirements.
Inlet water temperature significantly affects cooling capacity. Colder water removes more heat, but excessively cold water may cause rapid temperature fluctuations that destabilize processes. Most operations maintain water temperatures between 50 and 70 degrees Fahrenheit, balancing cooling capacity against control stability.
Oil cooling systems serve applications requiring temperatures above water’s boiling point or needing more precise control. Temperature-controlled oil circulates through barrel cooling passages, providing both heating and cooling from a single system. The higher heat capacity and boiling point of oil enable operation across wider temperature ranges than water systems.
Temperature Control Algorithms
Modern temperature controllers employ sophisticated algorithms to maintain precise barrel temperatures. Proportional-Integral-Derivative controllers represent the industry standard, adjusting heater output based on current temperature error, accumulated error over time, and rate of temperature change.
The proportional term provides immediate response to temperature deviations, increasing heater output when temperature falls below setpoint and reducing output when temperature exceeds setpoint. However, proportional control alone creates steady-state offset, where temperature stabilizes slightly above or below the desired setpoint.
Integral action eliminates steady-state offset by continuously summing temperature error over time. This accumulated error drives controller output changes that eventually bring temperature exactly to setpoint. However, excessive integral action can cause overshoot and oscillation.
Derivative action provides damping by responding to the rate of temperature change. When temperature rises rapidly toward setpoint, derivative action reduces heater output preemptively, preventing overshoot. This anticipatory response significantly improves control stability.
Proper tuning of these three parameters optimizes controller performance for specific applications. Aggressive tuning provides rapid response but may cause oscillation or overshoot. Conservative tuning ensures stability but responds slowly to disturbances. Many modern controllers include auto-tuning features that automatically determine optimal parameters.
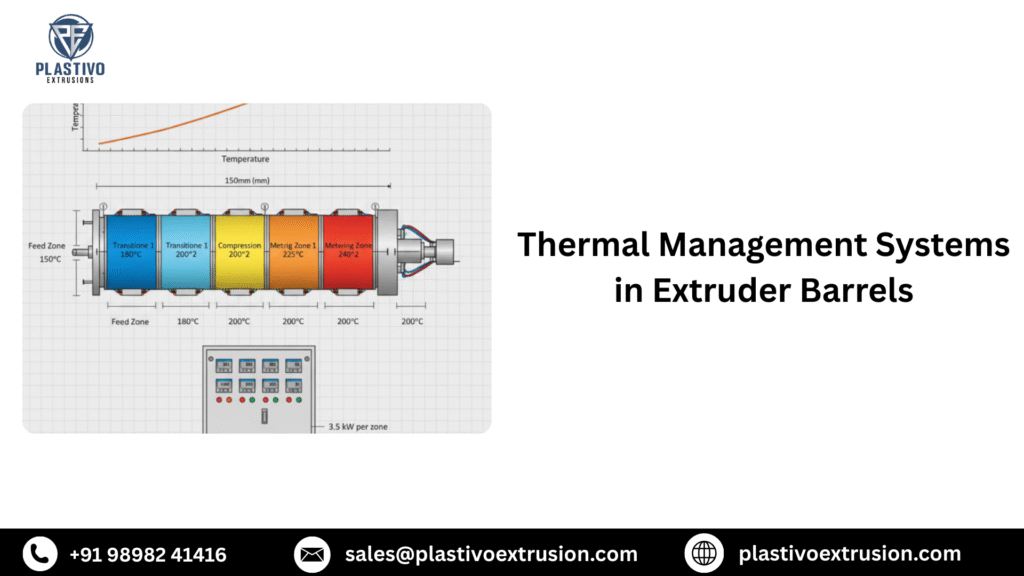
Thermal Profiling Strategies
Different polymer types require specific temperature profiles along the barrel length. Most materials benefit from gradually increasing temperature from feed zone to die, ensuring complete melting while avoiding excessive thermal exposure. The temperature increase typically ranges from 30 to 80 degrees Fahrenheit across the barrel length.
Some materials require more complex profiles. Heat-sensitive polymers may use constant or even decreasing temperature profiles, relying primarily on viscous dissipation for melting. This approach minimizes thermal degradation while maintaining adequate melt quality.
The feed zone temperature deserves special attention. Excessively high feed zone temperatures can cause premature melting, creating bridges that block solid material flow. Setting feed zone temperature 20 to 40 degrees below melting point usually prevents bridging while providing adequate preheating.
Insulation for Energy Efficiency
Barrel insulation reduces heat loss to surrounding air, lowering energy consumption and improving temperature control stability. Insulating blankets wrap around heaters, creating an air barrier that dramatically reduces convective heat loss. Quality insulation can reduce energy consumption by 15 to 30 percent while improving temperature uniformity.
The insulation must withstand barrel surface temperatures without degradation. Fiberglass, ceramic fiber, and aerogel materials provide effective insulation at extrusion temperatures. Removable blankets enable easy access for maintenance while providing excellent thermal performance during operation.
Safety considerations mandate proper insulation installation. External surfaces must remain cool enough to prevent operator burns during normal contact. Many regulatory standards specify maximum allowable surface temperatures, typically 140 to 160 degrees Fahrenheit, achievable only with adequate insulation.
Troubleshooting Temperature-Related Issues
Temperature instability manifests through various symptoms. Output rate fluctuations often indicate temperature control problems, as viscosity changes with temperature affect flow resistance. Surface defects like gloss variations or streaks frequently trace to inadequate temperature control.
Investigating temperature problems begins with verifying thermocouple accuracy. Failed or degraded thermocouples provide incorrect readings, causing controllers to maintain incorrect temperatures despite appearing properly set. Periodic calibration against known temperature standards ensures measurement accuracy.
Heater performance verification identifies failed or weakened elements. Measuring electrical current consumption reveals whether heaters draw rated power. Low current indicates failed elements or poor electrical connections requiring correction.
Advanced Monitoring Technologies
Infrared thermal imaging provides powerful diagnostic capabilities. Thermal cameras reveal surface temperature distributions across barrel zones, identifying hot spots, cold spots, or poor heater contact. This non-contact measurement technique enables condition assessment without process interruption.
Embedded thermal sensors placed at strategic locations within barrel walls provide direct melt temperature measurement. These sensors reveal the actual polymer temperature rather than relying on barrel wall temperature as a proxy. The direct feedback enables more precise control, particularly valuable for critical applications.
Wireless temperature monitoring systems transmit data from rotating screws, revealing temperature conditions within screw channels impossible to measure otherwise. While currently expensive and complex, these systems provide insights that optimize screw design and process parameters.