Screw Geometry and Flight Design: The Science Behind Material Conveying
Understanding the Foundation of Extrusion Performance
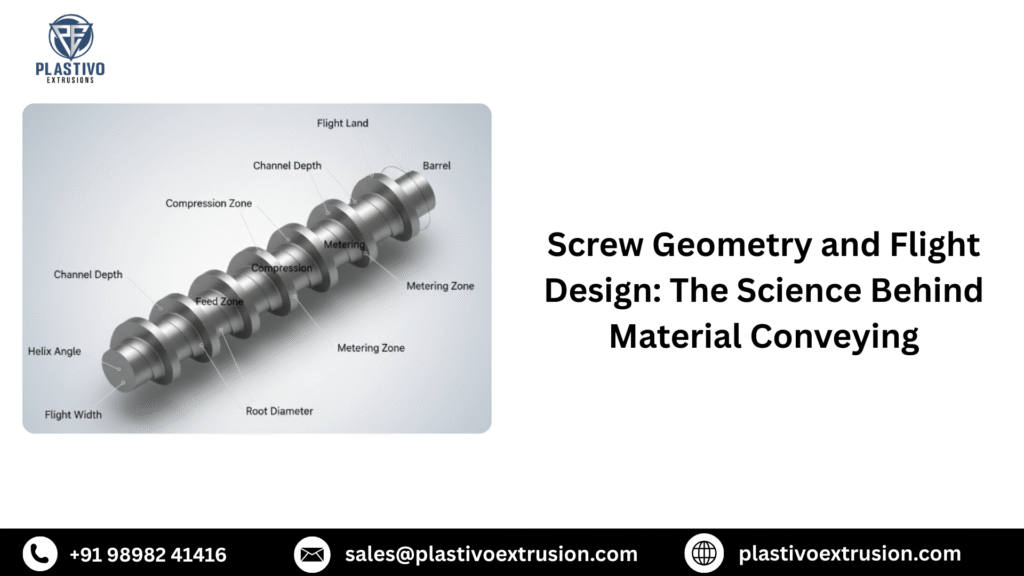
The geometry of an extruder screw represents one of the most critical factors determining processing success. Every dimension, angle, and contour serves a specific purpose in moving, melting, and homogenizing materials. Understanding these geometric principles enables processors to optimize their operations and troubleshoot performance issues effectively.
The Helix Angle and Its Significance
The helix angle, formed between the screw flight and a plane perpendicular to the screw axis, fundamentally influences how material moves through the extruder. A steeper helix angle increases the axial component of force, improving conveying efficiency but potentially reducing the compression effect on material. Conversely, a shallower angle enhances compression but may slow throughput.
Most extruder screws employ helix angles between 17 and 20 degrees, representing a balance between conveying efficiency and processing effectiveness. However, specific applications may benefit from deviations from this standard. High-throughput applications sometimes use steeper angles approaching 25 degrees, while processes requiring intensive compression work better with angles closer to 15 degrees.
The helix angle interacts with rotational speed to determine the velocity at which material travels along the barrel. Higher speeds amplify the effect of helix angle variations, making proper selection increasingly important as production rates increase.
Channel Depth Variations: The Three-Zone Concept
Traditional extruder screw design divides the screw into three distinct zones, each characterized by different channel depths. The feed zone features the deepest channels, typically ranging from 10 to 20 percent of screw diameter. This depth accommodates solid pellets or powder, providing space for material to enter and begin its journey through the extruder.
As material progresses into the compression zone, channel depth gradually decreases. This reduction forces material particles into closer contact, generating friction and initiating the melting process. The compression ratio—the ratio of feed zone depth to metering zone depth—typically ranges from 2:1 for easily melted materials to 4:1 or higher for challenging polymers requiring more intensive processing.
The metering zone maintains constant, shallow channel depth, usually 5 to 10 percent of screw diameter. This zone generates the pressure needed to force molten material through the die while providing additional mixing and homogenization. The consistent depth ensures uniform melt quality and stable pressure output.
Channel depth profoundly affects residence time, with deeper channels allowing material to pass through more quickly. Applications requiring extended thermal exposure or intensive mixing benefit from shallower channels that increase residence time and mechanical working.
Flight Width and Clearance Specifications
Flight width, measured along the flight’s top surface, influences both structural strength and material flow patterns. Wider flights provide greater mechanical strength, resisting deflection under high torque loads. However, excessive width reduces channel volume, potentially limiting throughput capacity.
Standard practice maintains flight width between 8 and 12 percent of screw diameter. This range offers adequate strength while maximizing available channel space for material flow. High-torque applications may require wider flights, while maximum throughput operations favor narrower designs.
The clearance between flight tips and barrel wall represents perhaps the most critical tolerance in extruder design. Typical clearances range from 0.002 to 0.005 inches per inch of barrel diameter, with precision manufacturing holding these tolerances consistently. Excessive clearance allows material to leak backward over flight tips, reducing conveying efficiency and creating pressure instability.
As screws and barrels wear during operation, clearances gradually increase. When clearances exceed approximately double the original specification, performance degradation becomes noticeable, manifesting as reduced throughput, increased temperature variation, or pressure fluctuations.
Lead Length and Residence Time Control
Lead length, the axial distance required for one complete flight revolution, directly determines how quickly material traverses the screw. Shorter lead lengths increase the number of flights per unit length, providing more conveying surfaces but creating longer material residence times.
Square pitch screws, where lead length equals screw diameter, represent the most common configuration. This design balances throughput capacity with adequate residence time for most applications. However, many processes benefit from variable pitch designs that modify lead length in different screw sections.
Increasing lead length in the feed zone can improve throughput by providing more efficient material intake. Decreasing lead length in the metering zone intensifies mixing and ensures complete melting. These variations enable designers to tailor screw performance to specific processing requirements without compromising overall functionality.
Barrier Flight Technology
Barrier flights represent an advanced design feature that significantly improves melting efficiency. These secondary flights create separate channels for solid and molten material, preventing unmelt particles from advancing until fully melted. The barrier flight runs parallel to the main flight but at a different depth, creating a melt channel alongside the solids channel.
As material melts, it flows over the barrier flight into the melt channel. The barrier height ensures only fully molten material can make this transition, while solid particles remain in the solids channel for continued heating and shearing. This separation dramatically improves melt quality and temperature uniformity.
Barrier screws typically reduce energy consumption by 10 to 15 percent compared to conventional designs because the organized melting process operates more efficiently than random melting in standard channels. Output rates often increase by 20 to 30 percent, making barrier designs attractive for high-volume operations.
Mathematical Modeling and Optimization
Modern screw design increasingly relies on mathematical modeling to predict performance before manufacturing. These models consider polymer rheology, heat transfer characteristics, and mechanical interactions to simulate material behavior throughout the extruder.
Finite element analysis reveals stress distributions within screw flights, identifying potential failure points under operational loads. Computational fluid dynamics simulates polymer flow patterns, helping designers optimize channel geometries for specific materials. These tools enable virtual testing of design variations, reducing development costs and accelerating optimization.
The most sophisticated models integrate thermal analysis with flow simulation, predicting temperature profiles and identifying potential hot spots where degradation might occur. This comprehensive approach enables designers to create screws optimized for specific applications, maximizing efficiency while ensuring product quality.

At Plastivo Extrusions, we specialize in designing and manufacturing high-performance plastic extrusion, recycling, and pipe-making machines. With a strong commitment to innovation, quality, and customer satisfaction
Pages
Contact
- +919898241416
- sales@plastivoextrusion.com
- GST No.-24AAVHA8297E1ZU
Links
